×
×

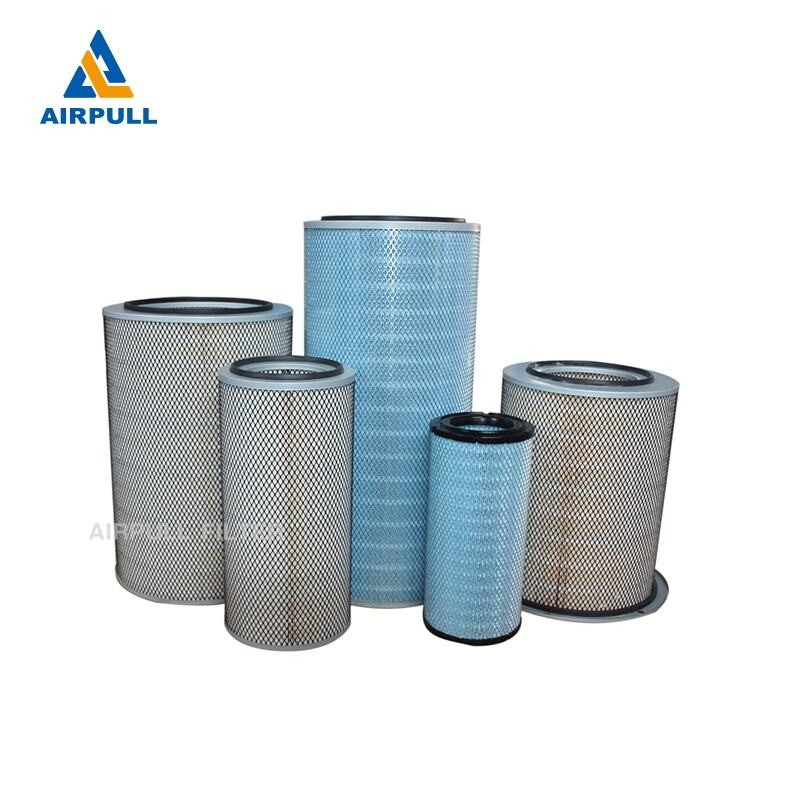
Filter elements serve as indispensable core filtration components in industrial production, with their quality directly impacting production efficiency and equipment lifespan. So how are high-quality filter elements manufactured? What are the key points in the core processes? Airpull provides a detailed breakdown:
I. Precise Selection of Filter Media: The Cornerstone of Filtration Effectiveness
The selection of filter media is the critical factor determining a filter cartridge's performance. Taking hydraulic oil filter cartridges as an example, glass fiber is prioritized as the core filter material. Not only does it efficiently intercept various impurities in hydraulic oil, but its inherent properties also enable it to effectively puncture oil cells, achieving more thorough deep filtration. The filtration precision must be precisely matched to the hydraulic system's required oil cleanliness grade.
II. Precision Manufacturing: Ensuring Structural Stability
Three critical aspects must be strictly controlled during production:
Base Material Verification: Ensure correct support mesh selection, exact compliance of filter media specifications with design drawings, and that selected media is free from contamination, with uniform coating and no damage.
Professional Tool Operation: When manufacturing Pall filter elements, use flat-nose pliers and wire cutters for edge crimping. Apply even force during operation to prevent filter media damage, ensuring no misalignment in crimped overlaps, uniform fold spacing, and secure crimping.
Precise Edge Finishing: After trimming, filter media assemblies must have burr-free edges, with fold counts strictly adhering to specified drawing standards.
III. Precision Assembly Process: Ensuring Sealing and Aesthetics
Filter element assembly must follow standardized procedures:
Cage Positioning: Select compatible cages, ensuring adhesive seam positions precisely align with cage weld overlaps.
Detail finishing: Promptly remove excess metal wires to guarantee neat and aesthetically pleasing product appearance;
Strict adhesive seam control: Seams must be uniformly filled without any adhesive separation. Excess adhesive overflowing into overlaps is prohibited. Ensure no air bubbles within the adhesive layer. Trim excess metal mesh ends only after complete curing.
IV. Professional Bonding Process: Ensuring Overall Performance Compliance
Key control points for bonding:
End cap screening: Strictly prohibit end caps with uneven coatings;
Bonding quality verification: Ensure adhesive firmly bonds the end cap, skeleton, and filter media of the Pall filter element. Wipe off any overflowing adhesive promptly to prevent delamination and maintain end face cleanliness;
Curing and Precision Inspection: Proceed to subsequent steps only after adhesive full curing. Post-bonding, verify filter element verticality and parallelism fully comply with design specifications.
Conclusion: Quality is our foundation, service is our commitment.
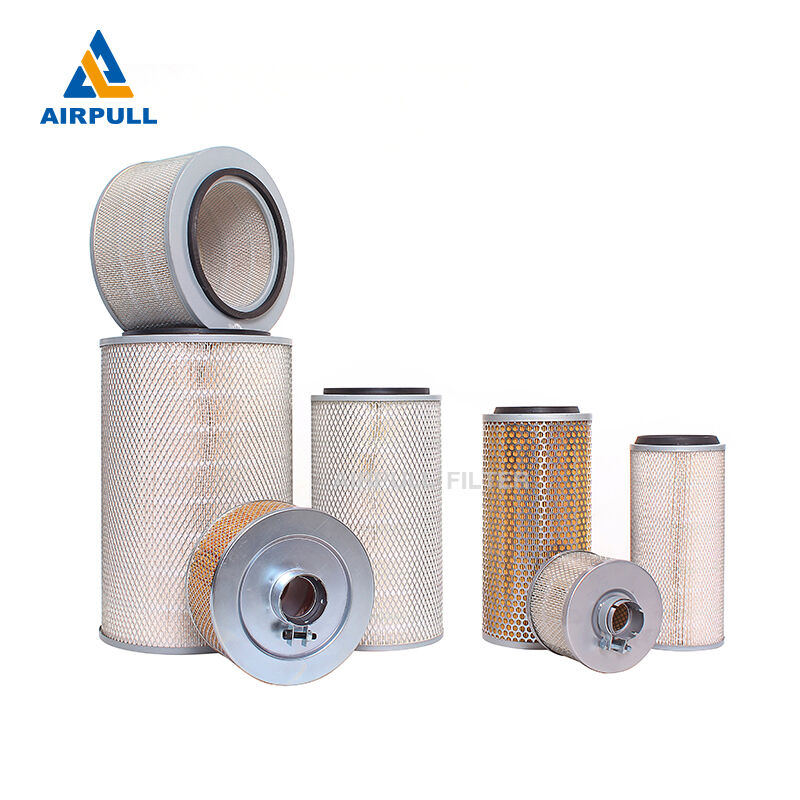
Through these core processes, a qualified industrial filter element is formally produced. While the manufacturing process is not complex, the wide variety of filter media means that beyond price considerations, product quality remains the core factor for users during selection.
 Hot News
Hot News2026-05-18
2026-03-03
2026-01-31
2026-01-29
2026-01-22
2026-01-15

XINXIANG AIRPULL FILTER CO.,LTD provides high-efficiency air compressor filters, oil-gas separators, and industrial filtration systems. With 30+ years of expertise and 33 patents, we deliver reliable solutions for power, petroleum, and chemical industries. Global shipping to 50+ countries.
National Chemical and Physical Power Supply Industrial Park, Newqi Street, Muoye District, Xinxiang City, Henan Province
Copyright © 2026 XINXIANG AIRPULL FILTER CO.,LTD All rights reserved Privacy Policy