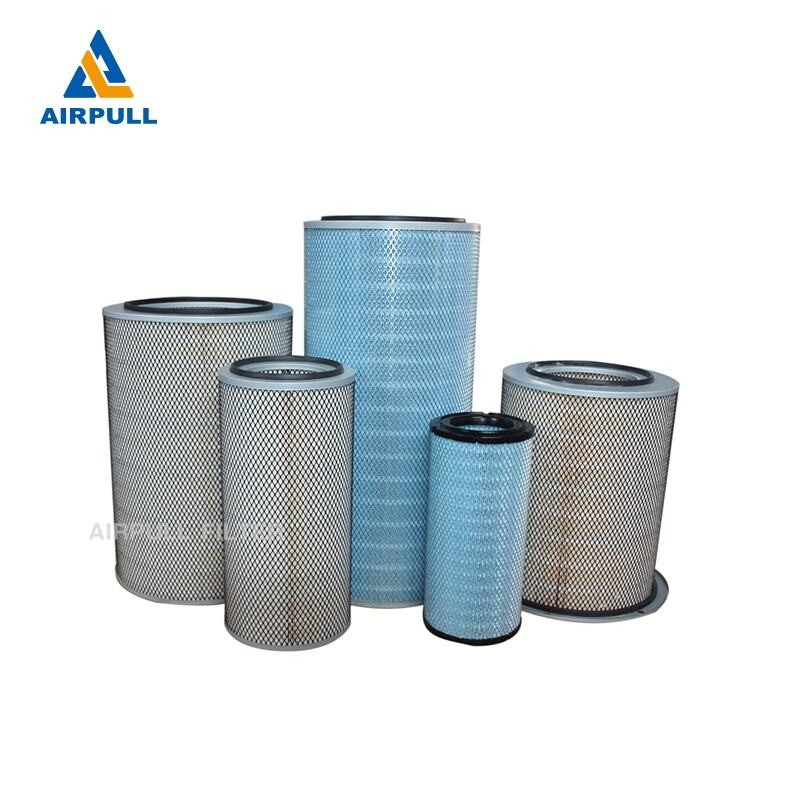
Фільтруючі елементи є незамінними основними компонентами фільтрації у промисловому виробництві, і їх якість безпосередньо впливає на ефективність виробництва та термін служби обладнання. Отже, як виготовляють високоякісні фільтруючі елементи? Які ключові аспекти основних процесів? Airpull надає детальний розбір:
I. Точний підбір фільтрувального матеріалу: основа ефективності фільтрації
Вибір фільтрувального матеріалу є вирішальним чинником, що визначає продуктивність фільтруючого картриджу. Наприклад, для картриджів гідравлічного масла основним фільтрувальним матеріалом є скловолокно. Воно не лише ефективно затримує різноманітні домішки в гідравлічному маслі, але й завдяки своїм властивостям ефективно проникає в масляні комірки, забезпечуючи більш глибоку фільтрацію. Точність фільтрації має точно відповідати необхідному класу чистоти масла в гідравлічній системі.
II. Точне виробництво: забезпечення структурної стійкості
Під час виробництва необхідно суворо контролювати три ключові аспекти:
Перевірка основного матеріалу: забезпечити правильний вибір опорної сітки, точну відповідність характеристик фільтрувального матеріалу конструкторським кресленням та відсутність забруднення обраного матеріалу, рівномірне покриття та відсутність пошкоджень.
Робота з професійним інструментом: під час виготовлення фільтруючих елементів Pall слід використовувати плоскогубці та дротові ножиці для обтиснення країв. Під час операції потрібно прикладати рівномірне зусилля, щоб уникнути пошкодження фільтрувального матеріалу, забезпечивши відсутність зміщення при обтисненні, рівномірну відстань між складками та надійне обтиснення.
Точна обробка країв: після обрізки краї збірок фільтрувальних матеріалів мають бути без заусенців, а кількість складок має суворо відповідати стандартам, встановленим у кресленнях.
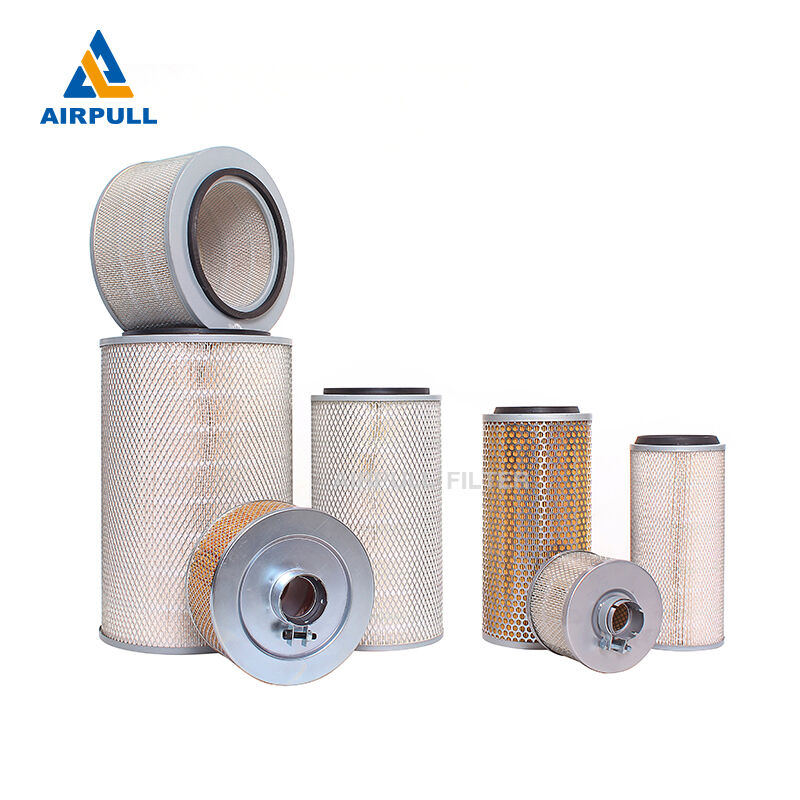
III. Процес точного складання: забезпечення герметичності та естетичного вигляду
Складання фільтруючих елементів має відбуватися згідно зі стандартизованими процедурами:
Позиціонування каркаса: Виберіть сумісні каркаси, забезпечивши точне співпадіння швів клею з накладками зварних швів каркаса.
Остаточна обробка: Негайно видаляйте зайві металеві дроти, щоб гарантувати акуратний і естетично привабливий зовнішній вигляд продукту;
Суворий контроль клейового шва: Шви мають бути рівномірно заповнені без будь-якого відшарування клею. Забороняється витікання надлишку клею в зони накладання. Переконайтеся, що всередині клейового шару немає повітряних бульбашок. Обрізати кінці металевої сітки слід лише після повного затвердіння.
IV. Професійний процес склеювання: Забезпечення відповідності загальних експлуатаційних характеристик
Ключові контрольні точки склеювання:
Відбір кінцевих кришок: Категорично заборонено використовувати кінцеві кришки з неоднорідним покриттям;
Перевірка якості склеювання: Переконайтеся, що клей міцно з'єднує кінцеву кришку, каркас і фільтруючий матеріал Pall фільтруючий елемент . Негайно знищуйте зайвий клей, щоб запобігти відшаруванню та підтримувати чистоту торцевої поверхні;
Завершення та прецизійний огляд: переходити до наступних кроків тільки після повного затвердіння клею. Після склеювання перевірити, що вертикальність і паралельність фільтрувального елемента цілком відповідають конструкторським вимогам.
Висновок: Якість — наша основа, обслуговування — наш зобов'язаний зобов'язання.
Саме через ці основні процеси офіційно виготовляється придатний промисловий фільтрувальний елемент. Хоча технологічний процес не є складним, велика різноманітність фільтрувальних матеріалів означає, що окрім цінових міркувань, якість продукту залишається ключовим чинником для користувачів під час вибору.
 Гарячі новини
Гарячі новини2026-05-18
2026-03-03
2026-01-31
2026-01-29
2026-01-22
2026-01-15

Компанія XINXIANG AIRPULL FILTER CO., LTD пропонує високоефективні фільтри для повітряних компресорів, сепаратори нафта-газ та промислові системи фільтрації. Маючи 30-річний досвід та 33 патенти, ми надаємо надійні рішення для енергетики, нафтової та хімічної промисловості. Доставка по всьому світу в 50+ країн.
Національний промисловий парк хімічних та фізичних джерел живлення, вулиця Синьці, район Мує, місто Сіньсян, провінція Хенань
Авторське право © 2026 XINXIANG AIRPULL FILTER CO.,LTD Всі права захищені Політика конфіденційності