×
×

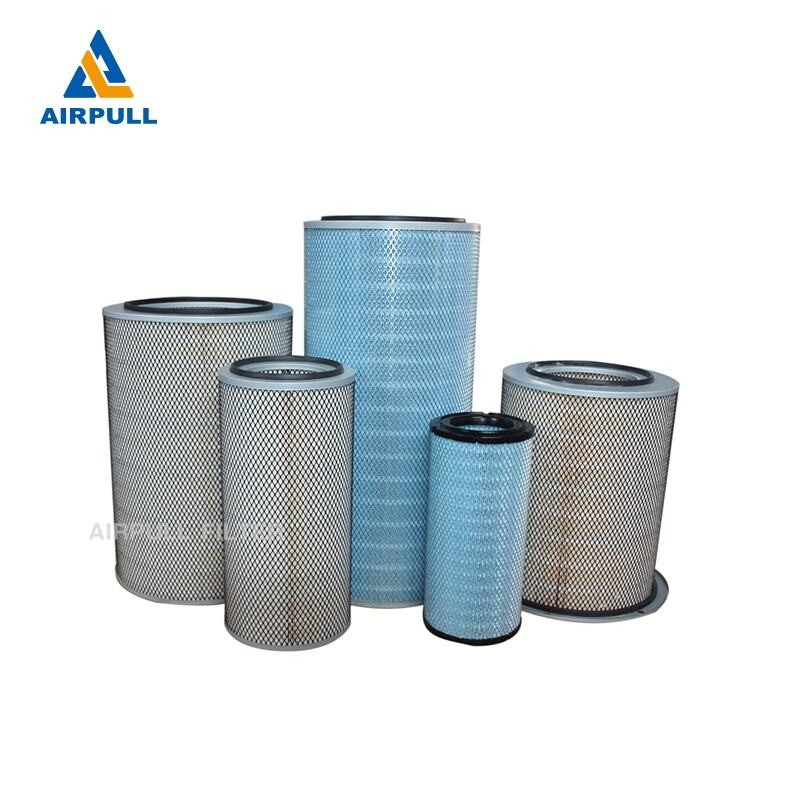
फिल्टर तत्व औद्योगिक उत्पादन में अनिवार्य मुख्य फ़िल्टरिंग घटक हैं, जिनकी गुणवत्ता सीधे उत्पादन दक्षता और उपकरणों के जीवनकाल को प्रभावित करती है। तो उच्च-गुणवत्ता वाले फिल्टर तत्वों का निर्माण कैसे किया जाता है? मुख्य प्रक्रियाओं में महत्वपूर्ण बिंदु क्या हैं? Airpull एक विस्तृत विश्लेषण प्रदान करता है:
I. फ़िल्टर माध्यम का सटीक चयन: फ़िल्ट्रेशन प्रभावकारिता की आधारशिला
फ़िल्टर माध्यम के चयन से फ़िल्टर कारतूस के प्रदर्शन को निर्धारित करने वाला महत्वपूर्ण कारक होता है। उदाहरण के लिए हाइड्रोलिक तेल फ़िल्टर कारतूस लें, तो कांच फाइबर मुख्य फ़िल्टर सामग्री के रूप में प्राथमिकता प्राप्त करता है। यह न केवल हाइड्रोलिक तेल में विभिन्न अशुद्धियों को कुशलता से रोकता है, बल्कि इसके अंतर्निहित गुण इसे तेल कोशिकाओं को प्रभावी ढंग से भेदने में सक्षम बनाते हैं, जिससे अधिक गहन फ़िल्ट्रेशन सुनिश्चित होता है। फ़िल्ट्रेशन की सटीकता को हाइड्रोलिक प्रणाली के आवश्यक तेल शुद्धता ग्रेड के साथ सटीक रूप से मिलाना चाहिए।
II. सटीक निर्माण: संरचनात्मक स्थिरता सुनिश्चित करना
उत्पादन के दौरान तीन महत्वपूर्ण पहलुओं पर सख्ती से नियंत्रण रखा जाना चाहिए:
आधार भौतिक सत्यापन: सही समर्थन जाल चयन सुनिश्चित करें, फ़िल्टर माध्यम विनिर्देशों का डिज़ाइन ड्राइंग्स के साथ सटीक अनुपालन हो और चयनित माध्यम में कोई दूषण न हो, साथ ही एकरूप कोटिंग और कोई क्षति न हो।
पेशेवर उपकरण संचालन: पैल फ़िल्टर तत्वों के निर्माण के दौरान, किनारे क्रिम्पिंग के लिए फ्लैट-नोज प्लायर्स और तार कटर का उपयोग करें। ऑपरेशन के दौरान समान बल लगाएं ताकि फ़िल्टर माध्यम को कोई क्षति न हो, यह सुनिश्चित करें कि क्रिम्प किए गए ओवरलैप में कोई विस्थापन न हो, मोड़ की दूरी एकसमान हो और क्रिम्पिंग सुरक्षित हो।
सटीक किनारा निष्पादन: कतरने के बाद, फ़िल्टर माध्यम असेंबली के किनारे बर्र-मुक्त होने चाहिए, और मोड़ की संख्या निर्दिष्ट ड्राइंग मानकों के अनुसार होनी चाहिए।
III. सटीक असेंबली प्रक्रिया: सीलिंग और बाह्य रूप सुनिश्चित करना
फ़िल्टर तत्व असेंबली को मानकीकृत प्रक्रियाओं का पालन करना चाहिए:
केज स्थिति निर्धारण: संगत केज का चयन करें, यह सुनिश्चित करते हुए कि एडहेसिव सीम की स्थिति बिल्कुल केज वेल्ड ओवरलैप्स के साथ संरेखित हो।
विस्तृत फ़िनिशिंग: उत्पाद की साफ़ और आकर्षक दिखावट सुनिश्चित करने के लिए अतिरिक्त धातु के तारों को तुरंत हटा दें;
सख्त एडहेसिव सीम नियंत्रण: सीम को समान रूप से भरा होना चाहिए और किसी भी एडहेसिव अलगाव के बिना होना चाहिए। ओवरलैप्स में अतिरिक्त एडहेसिव के ओवरफ्लो की मनाही है। एडहेसिव परत के भीतर कोई वायु बुलबुले नहीं होने चाहिए। पूर्ण कठोरता के बाद ही धातु जाल के अतिरिक्त सिरों को काटें।
IV. पेशेवर बॉन्डिंग प्रक्रिया: समग्र प्रदर्शन अनुपालन सुनिश्चित करना
बॉन्डिंग के लिए प्रमुख नियंत्रण बिंदु:
एंड कैप छनन: असमान कोटिंग वाले एंड कैप की सख्त मनाही है;
बॉन्डिंग गुणवत्ता सत्यापन: यह सुनिश्चित करें कि एडहेसिव पैल के एंड कैप, स्केलेटन और फ़िल्टर मीडिया को मजबूती से जोड़े; फ़िल्टर घटक . किसी भी ओवरफ्लो हो रहे एडहेसिव को तुरंत पोंछ दें ताकि परतों के अलगाव को रोका जा सके और अंतिम सतह की सफाई बनी रहे;
उपचार और परिशुद्धता निरीक्षण: केवल चिपकने वाले पदार्थ के पूर्ण उपचार के बाद ही अगले चरणों पर आगे बढ़ें। बॉन्डिंग के बाद, सुनिश्चित करें कि फ़िल्टर तत्व की ऊर्ध्वाधरता और समानांतरता डिज़ाइन विनिर्देशों के अनुरूप पूर्णतः अनुपालन करती है।
निष्कर्ष: गुणवत्ता हमारी नींव है, सेवा हमारी प्रतिबद्धता है।
इन मुख्य प्रक्रियाओं के माध्यम से, एक योग्य औद्योगिक फ़िल्टर तत्व औपचारिक रूप से उत्पादित किया जाता है। यद्यपि निर्माण प्रक्रिया जटिल नहीं है, फ़िल्टर माध्यम की विस्तृत किस्म के कारण मूल्य विचारों के अतिरिक्त, उपयोगकर्ताओं के चयन के दौरान उत्पाद गुणवत्ता मुख्य कारक बनी हुई है।
 ताज़ा समाचार
ताज़ा समाचार2026-05-18
2026-03-03
2026-01-31
2026-01-29
2026-01-22
2026-01-15

एक्सिनक्सियांग एयरपुल फ़िल्टर कं, लिमिटेड उच्च दक्षता वाले वायु संपीड़क फ़िल्टर, तेल-गैस सेपरेटर और औद्योगिक फ़िल्टर प्रणालियाँ प्रदान करता है। 30+ वर्षों के विशेषज्ञता और 33 पेटेंट के साथ, हम ऊर्जा, पेट्रोलियम और रसायन उद्योगों के लिए विश्वसनीय समाधान प्रदान करते हैं। 50+ देशों में वैश्विक शिपिंग।
हेनान प्रांत, शिनशियांग शहर, मुओये जिला, न्यूकी स्ट्रीट, राष्ट्रीय रासायनिक एवं भौतिक शक्ति आपूर्ति औद्योगिक पार्क
कॉपीराइट © 2026 शिन्जियांग एयरपुल फ़िल्टर कंपनी लिमिटेड सर्वाधिकार सुरक्षित गोपनीयता नीति